A search for “image to 3d print” returns a long list of tools that all promise the same shortcut: drop a photo, click a button, get a printable file. The honest version of that pipeline lives inside Sorceress 3D Studio, runs entirely in your browser, and produces a watertight STL ready for any FDM or resin slicer. This guide walks the full image to 3D print pipeline end to end — how to pick a source photo, lift it to a 3D mesh, export STL, slice, and print — with the model picks that produce printable geometry and the failure modes that quietly kill the print after three hours on the bed.
The five-step image to 3D print pipeline at a glance
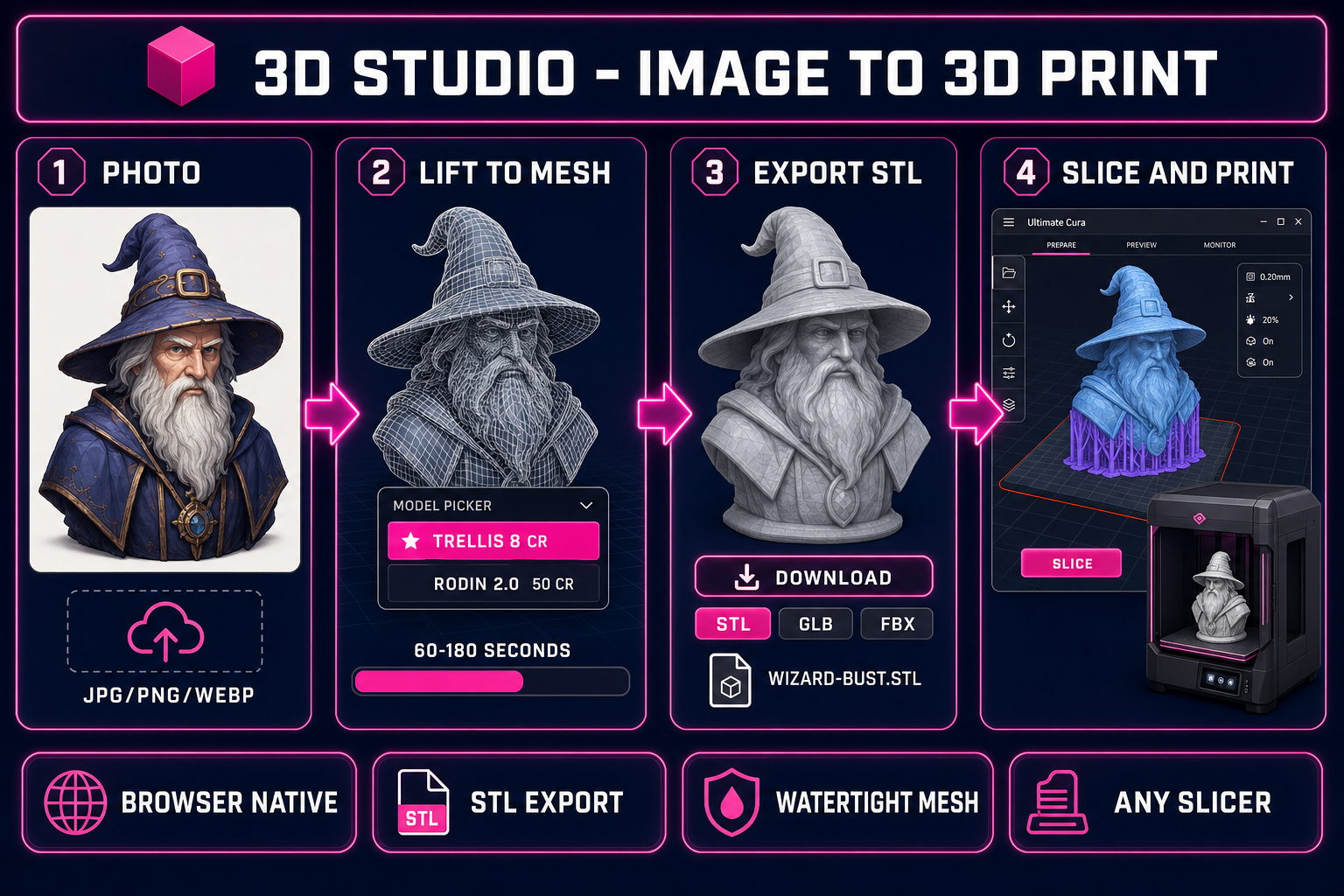
The whole image to 3D print workflow collapses to five steps once the photo is on your machine. Five steps, one browser tab for the AI conversion, one slicer for the print prep, no Blender or CAD seat in between:
- Get a clean source photo. A front-facing or three-quarter view of one subject on a clean background. Use any smartphone photo, a public-domain reference, or generate one in Sorceress AI Image Gen.
- Lift the photo to a 3D mesh. Open 3D Studio, switch the Generate tab to image-to-3D, drop the photo, pick a model that produces watertight meshes (TRELLIS or Rodin 2.0 are the safest), and click Generate.
- Export to STL. Rodin 2.0 writes STL directly from the model picker; the other six models output GLB, which any modern slicer or free converter turns into STL in seconds.
- Slice. Open Bambu Studio, Cura, PrusaSlicer, or OrcaSlicer. Set scale, orientation, supports, and layer height. Save the G-code.
- Print. Send the G-code to your FDM or resin printer. Wait. Sand. Done.
Steps 1 and 2 happen entirely in your browser and take roughly five minutes plus the model-run time. Steps 3 and 4 take another five minutes. Step 5 is whatever your printer needs — one to fifteen hours depending on the size and the layer height. The whole image to 3D print pipeline is honestly browser-first up to the moment the printer takes over.
What “image to 3D print” actually means in 2026
A 2D image is a flat grid of pixels. A 3D-printable file is a triangulated mesh of vertices in three dimensions, with every triangle's outward normal explicitly defined, the surface fully closed, and the geometry watertight enough that a slicer can decide what is “inside” the mesh and what is “outside”. The job of an image to 3D print pipeline is to bridge that gap from a single flat input — one photo, one AI render, one concept sketch — and produce the mesh that the slicer can convert into G-code.
Two technical ideas do the lifting. First, monocular depth estimation — the long-running computer-vision problem of inferring depth from a single image. A neural network trained on millions of paired image-and-depth examples learns the prior over what real-world subjects look like and assigns a Z value to every pixel of the input photo. Second, 3D reconstruction — the step that hallucinates the unseen back side, fills in occluded geometry, and produces a closed mesh. As of 2026 every production-grade approach uses some flavour of diffusion model trained on 3D priors plus a mesh-extraction step like marching cubes on a learned signed-distance field. The output is a closed manifold mesh that you can rotate, light, slice, and print.
The output then has to be saved in a format the slicer accepts. The standard for 3D printing is STL — a deliberately simple format that stores a list of triangles, each with three vertices and one outward-facing normal, and nothing else. STL has no colour, no texture, no scale unit, and no material data; the slicer reads only the geometry and infers everything else from your slicer settings. That is exactly what you want for image to 3D print work, because the colour and texture of the source photo are irrelevant the moment the printer extrudes plastic. The geometry is the asset.
Step 1 — Get the source photo right
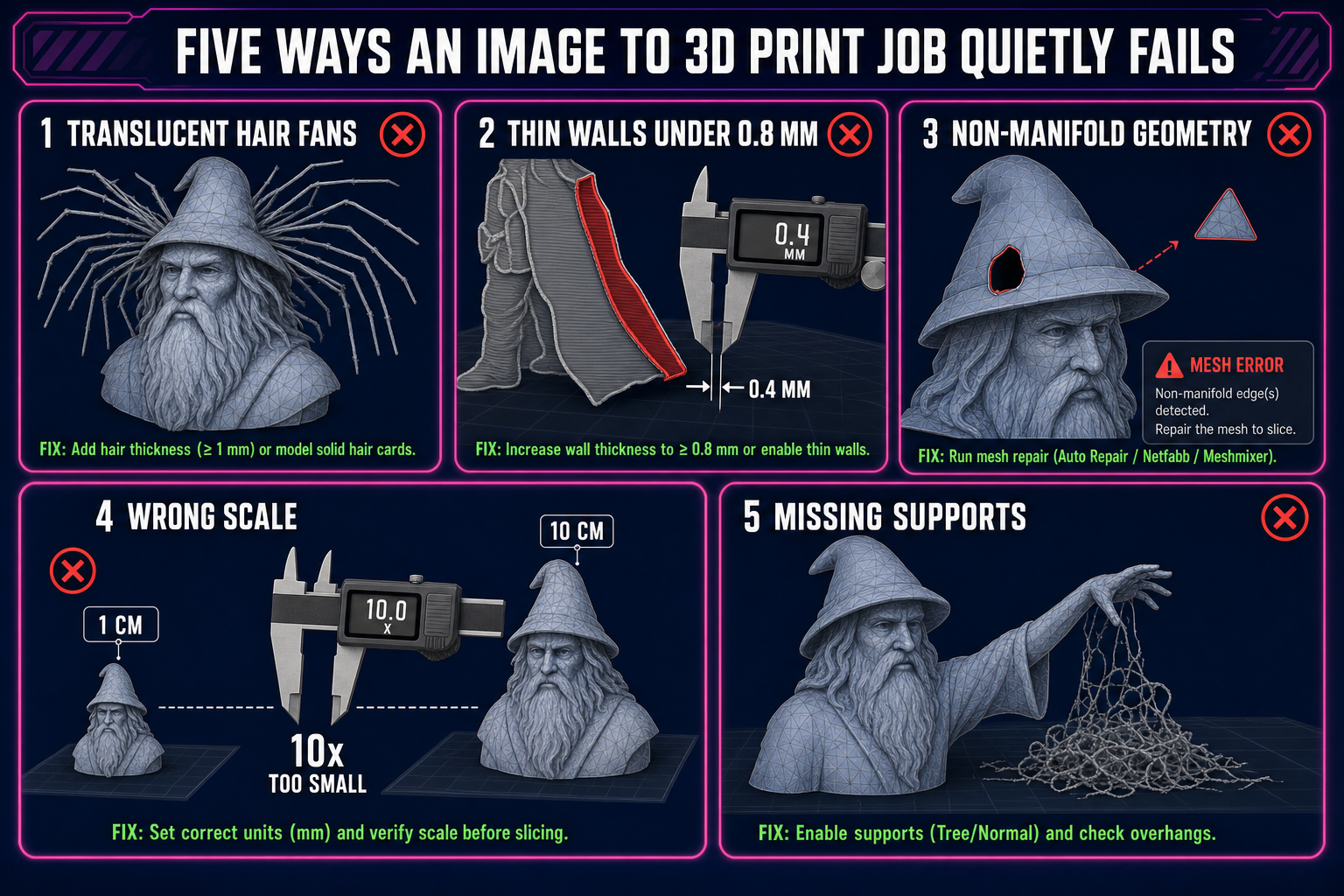
The output mesh is bounded above by the input photo. The same model that produces a clean printable bust from a clean front-facing portrait produces a melted blob from a low-quality reference. Five rules cover most of the input-side decisions, and they are the cheapest way to save credits and print time:
- Single subject, clean background. The conversion model masks the foreground from the background as a first step. A busy background that overlaps the subject's silhouette confuses the mask, and the resulting mesh either includes a chunk of background as floating geometry or loses detail along the silhouette. A plain colour or simple gradient background is best; pre-pass real photos through Sorceress BG Remover for a clean alpha-cut input.
- Front-facing or three-quarter view. A pure side or pure back view forces the model to hallucinate the front face, which is the most-trained-on view and the one anyone holding the printed object will inspect first. Front or three-quarter input gives the model the strongest signal.
- Even, soft lighting. Hard shadows in the source photo produce baked-in surface artefacts in the mesh. Even ambient or soft global lighting gives the cleanest extracted geometry.
- Resolution between 1024 and 2048 pixels on the long axis. Below 1024, the model has too few pixels to extract surface detail. Above 2048, most providers downsample anyway. The sweet spot for the image to 3D print path is 1024 to 1536.
- Pose with limbs separated from the torso. A character with arms tight against the body becomes a blob where the arms are fused into the torso, and that blob is hard to print without merging the supports into the mesh. A T-pose, A-pose, or hands-on-hips photo gives the slicer clean negative space to work with.
If you do not already have a usable photo, generate one. AI Image Gen in the same suite produces front-facing reference renders at the right resolution in seconds, with cleaner lighting and a plainer background than most smartphone shots. The combination of AI Image Gen for the source plus 3D Studio for the lift is the cleanest end-to-end image to 3D print path that does not involve any photography skill at all.
Step 2 — Lift the photo to a 3D mesh in 3D Studio
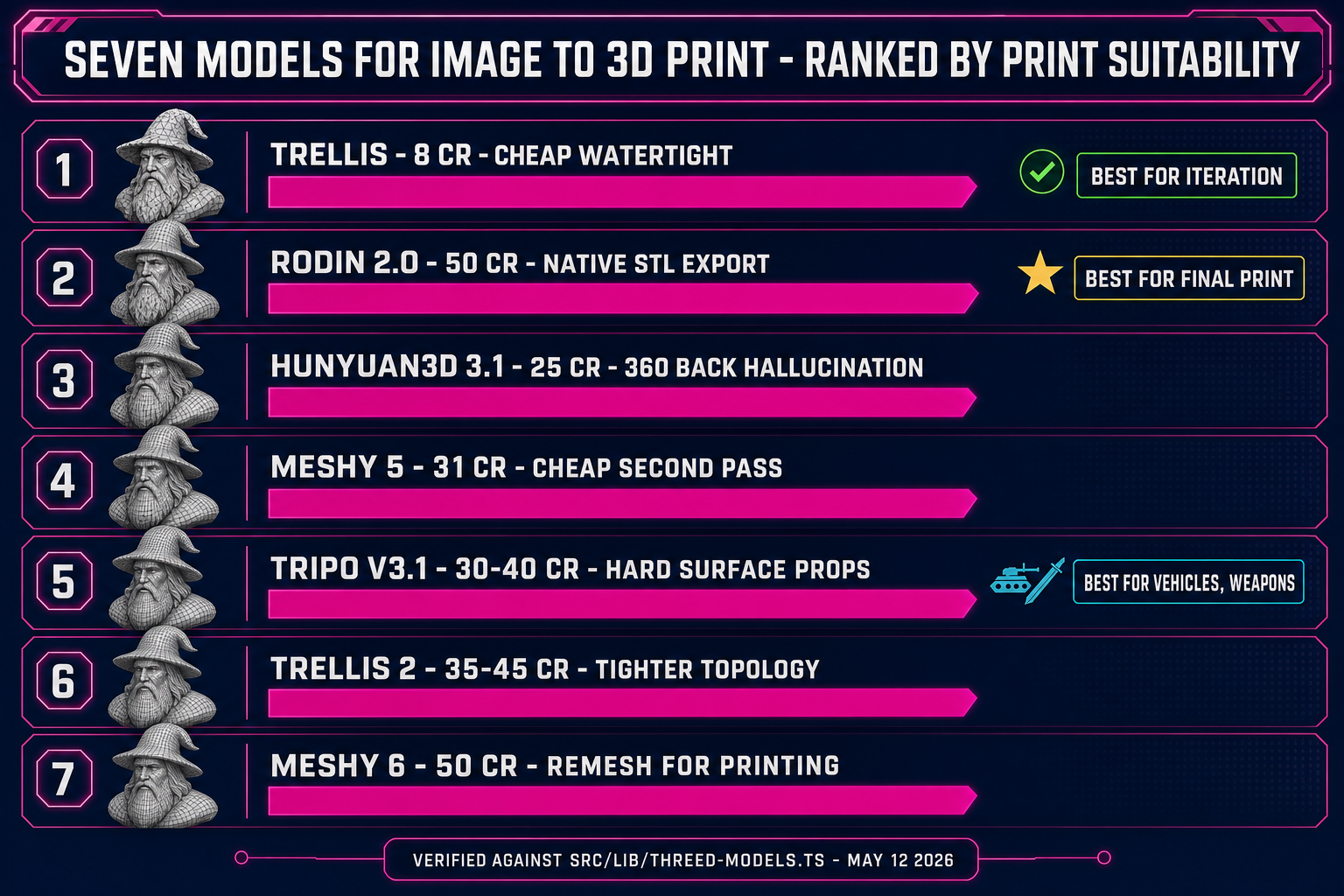
3D Studio exposes seven distinct image-to-3D backends inside one model picker, all reachable from the same Generate tab. Each routes to a separate provider, each has a separate strength, and each costs a different number of credits per run. Verified against src/lib/threed-models.ts on May 12, 2026:
- TRELLIS — 8 credits per run. Microsoft Research's image-to-3D model on Replicate. The cheapest of the seven and the most reliably watertight, which makes it the safest pick when the goal is image to 3D print rather than image to render. TRELLIS bakes the texture into a coarser map than Meshy or Rodin, but for printing the texture is irrelevant — you only care about the geometry, and the geometry is clean.
- Hunyuan3D 3.1 — 25 credits per run. Tencent's image-to-3D model. The most aggressive of the seven at hallucinating the unseen back side from a single front view, which is good for printing a 360-degree figurine and bad if you only need a shallow relief.
- Meshy 5 — 31 credits base. The previous-generation Meshy model. Cheap second pass when TRELLIS produces noisy geometry on a difficult subject.
- Tripo v3.1 — 30 credits no-texture, 40 with texture. Tripo's third-generation HD model. The strongest of the seven for hard-surface props and architectural shapes — the perfect pick for image to 3D print runs on vehicles, weapons, replica parts, or geometric objects.
- TRELLIS 2 — 35 credits at 512p, 40 at 1024p, 45 at 1536p. The second-generation TRELLIS on the fal.ai backend. Tighter mesh topology than TRELLIS 1 at a higher per-run price.
- Meshy 6 — 50 credits base, +25 with texture, +13 with remesh. The default model and the strongest all-rounder for character figurines. The remesh option matters for printing — it rebuilds the topology so the slicer sees uniform triangles rather than the long thin slivers that 3D-generation models tend to emit.
- Rodin 2.0 — 50 credits per run. Hyper3D's Gen-2 model on Replicate. Rodin is the only model in the picker that writes STL directly from the API (
geometry_file_format: 'stl') and the only one whose Quad mesh mode produces clean quadrilateral topology, both of which matter for the image to 3D print path. Rodin's strength on stylised inputs (anime, painted concept art, cel-shaded renders) plus native STL export makes it the canonical pick for print-from-photo work on a stylised subject.
For image to 3D print runs the recommendation collapses to two defaults: TRELLIS for cheap exploration, Rodin 2.0 for the final print-quality pass on the locked source image. Use TRELLIS to iterate the source photo until the front and back of the mesh both look reasonable, then spend 50 credits on one Rodin 2.0 run with the STL output format selected. Skip Meshy 6's texture flag entirely — texture costs 25 extra credits and a printable mesh has no use for a UV map.